

dodávka nerezových zváracích elektród aws e308 e308l
Charakteristiky a aplikácie
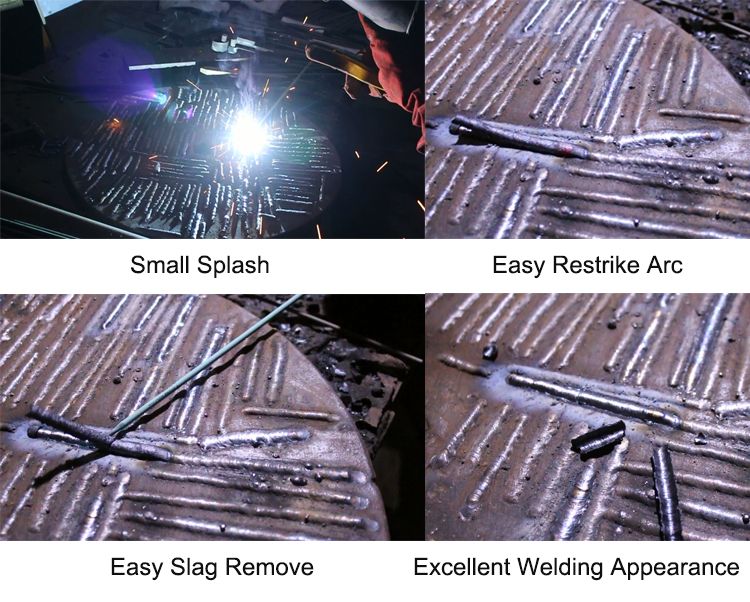
Zvarový kov mikroštruktúry austenitu E308/308Lisa19Cr-10Ni, ktorý obsahuje obmedzený ferit.Je možné dosiahnuť vynikajúce výkony pri uvoľňovaní trosky, vzhľade zvarových hút, zvárateľnosti a odolnosti proti korózii pri vysokej teplote.Je vhodný na zváranie ocele AlS1-304, ocele AlSI-301 a ocele AISI-302 vo všetkých polohách.
Správny základný kov pre E308/308L: nehrdzavejúca tenká doska, obruč, rúrka, bezšvíková rúrka, tepelná rúrka, doska tlakovej nádoby, oceľová tyč, kováčska rúra.
Poznámky k použitiu
1. Vyčistite nečistoty na drážke základného kovu a prejdite kefou z nehrdzavejúcej ocele
2. Dôrazne sa odporúča udržiavať krátku dĺžku oblúka.Pri zváraní metódou tkania by mal byť rozsah pohybu kontrolovaný do 2,5 násobku priemeru drôtu.
3. Pred použitím vysušte elektródy pri teplote 250 ~ 300 ℃ počas 60 minút.Vyberte spotrebný materiál na poldennú spotrebu a počas procesu zvárania ho udržujte v prostredí pri teplote 100 ~ 150 ℃
4. Použite nižší prúd, aby ste zabránili praskaniu a minimalizovali riedenie základného kovu.
Popis
| Model | GB | AWS | Priemer (mm) | Typ povlaku | Aktuálne | Využitie |
| CB-A102 | E308-16 | E308-16 | 2,5-5,0 | Vápno-titánový typ | DC | Používa sa na zváranie konštrukcií z nehrdzavejúcej ocele 0cR19Ni9 a 0Cr19Ni11Ti odolných voči korózii pod 300︒C |
Chemické zloženie uloženého kovu (%)
| C | Mn | Si | S | P | Cr | Ni |
| ≤0,02 | 0,85 | 0,70 | 0,030 | 0,010 | 19.3 | 9.5 |
Mechanické vlastnosti naneseného kovu
| Pevnosť v ťahu (Mpa) | Predĺženie (%) |
| 570 | 45 |
Balenie


Naša továreň


Výstava








Naša certifikácia









